HEAT STAKING
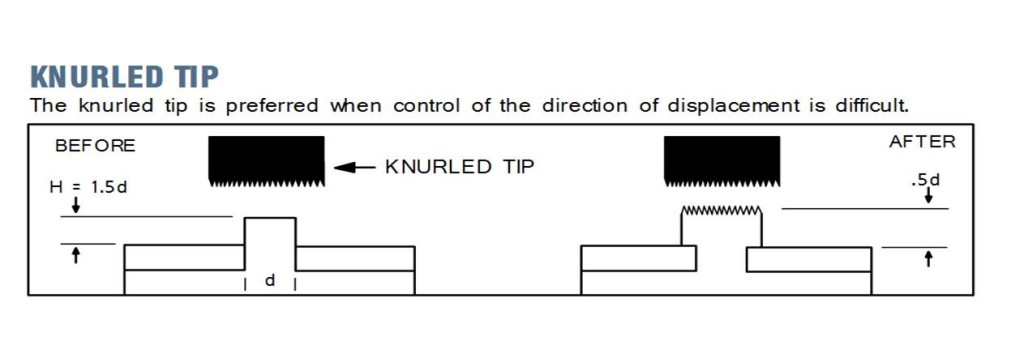
During the staking process, a solid or hollow “boss,” or tab, protruding through a mated part is heated to a softening temperature and formed to a head that captures the mated part.
Application questions? Contact Us for more information.
Heat Staking utilizes a continuously heated forming tool that lightly contacts and conductively heats the boss to a controlled collapse against the mated part. Cooling is applied near the end of the cycle to re-solidify the shaped boss and aid in release of the heated tool.
Impulse Welding pulses high wattage to the tip for extremely fast heating with an incorporated cooling nozzle that accelerates cooling so dramatically that the tip performs similarly to a cold forming tool. A brief pulse of heating near the end of the cycle wets the formed boss to promote release, eliminating the need for PTFE coating of the tip.
Hot Air/Cold Staking is just that…a stream of hot air is directed to the boss followed by a cold forming tool to form the boss. Cooling is also applied to accelerate solidification of the formed head to ensure a tight assembly.
Applications
Trim bezels, chrome plated plastic logos and dissimilar materials often require one of these three methods of staking. Multiple, individually controlled thrusters in an array make these technologies a versatile method for mechanical capture-type assemblies.
Precision
Fine control of tip temperature or heat delivery, along with positive stops incorporated into thrusters, maximizes precision.
Joint Design & Tooling
Boss design is critical to a robust and cosmetically acceptable application. We encourage careful consideration to boss geometry, tip configuration, and material/coating before the project advances.
Processing
Whether you require a single tool manually actuated by arbor press or need dozens of bosses to be formed simultaneously, ToolTex will explore the best solution to optimize throughput.
